
Equipos de calidade e proceso de control de calidade
Todas as válvulas son executadas por un bo sistema de control de calidade, ferramentas de inspección fiables e traballadores de control de calidade ben adestrados, ARAN mantén a calidade como a máxima importancia para os nosos clientes.
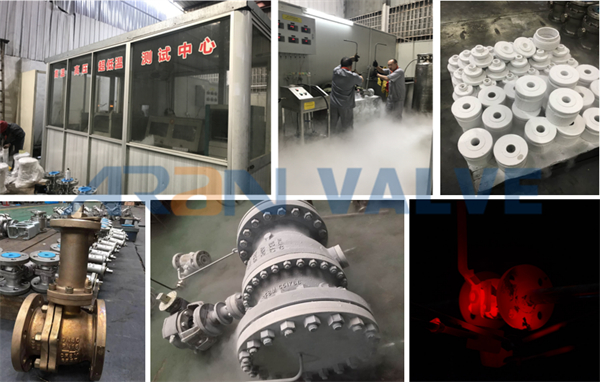
ARAN ten o propio departamento de probas interno e tamén un laboratorio autorizado de terceiros para o control de calidade especial, todas as inspeccións e probas son realizadas por persoas cualificadas e experimentadas.
A instalación de equipos de control de calidade na casa, que é para a proba de impacto, a proba de dureza, a proba de tracción, a composición química e o laboratorio de propiedades mecánicas, etc.
Por encargo oPlan de Control de Calidade (PCC) e Inspección eInspecciónPódese emitir un plan de proba (ITP) para a aprobación do cliente antes da produción.
1. Control de materias primas da válvula: inspección visual e dimensional, PMI, espesor da parede, proba de impacto se é a solicitude, NDE como PT,UT,MT,RT.
2. Inspección do proceso da máquina de compoñentes da válvula: comprobación de dimensións, comprobación de materiais de superficie e pezas mecanizadas, solicitude especial como proba NDE por solicitude de pedido.
3. Montaxe da válvula e inspección de rendemento: cada peza da válvula está sometida a probas hidráulicas e de aire, a inspección de rendemento segundo a solicitude estándar da orde, solicitude especial como a proba PAT por solicitude de pedido.
4. Pintura da válvula, paquete e entrega.Solicitude especial como inspección de terceiros mediante solicitude de pedido.
Proceso Xeral de Control de Calidade
Control de materia prima da válvula: inspección visual e dimensional, comprobación do material, PMI, espesor da parede, proba de impacto se é a solicitude, NDE.



Inspección do proceso da máquina de compoñentes da válvula: comprobación de dimensións, comprobación de materiais de superficie e pezas mecanizadas, solicitude especial como proba NDE por solicitude de pedido.


Montaxe da válvula e inspección de rendemento: cada peza da válvula está sometida a probas hidráulicas e de aire, a inspección de rendemento segundo a solicitude estándar da orde.



Pintura da válvula, paquete e entrega.



Solicitude de control de calidade especial
Informe de proba de materiais en laboratorio de terceiros
- Ensaio mecánico e de impacto
- Comprobación da análise química
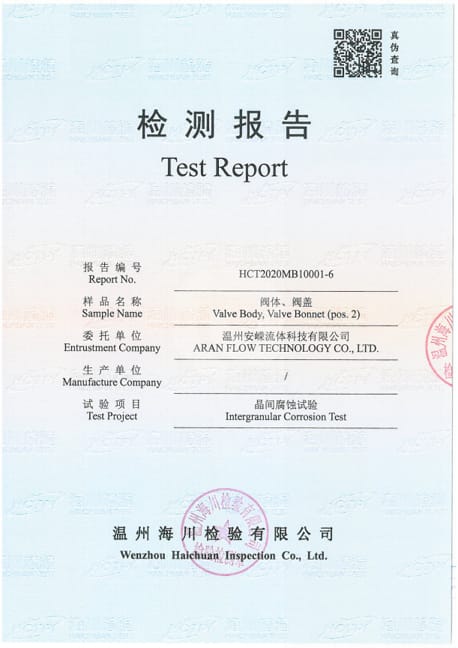
- Ensaio de corrosión
- Comprobación de ferrita
- Proba de craqueo inducido por hidróxeno (HIC)
- Ensaio de fisuración por corrosión por tensión de sulfuro
Ensaio non destrutivo (NDE, NDT)
O rendemento de VT, PMI, UT, PT pódese facer na casa e en terceiros facendo UT, PT, MT, RT e dureza, e inclúe o nivel de cualificación do que se fará todo segundo.ás necesidades dos pedidos dos clientes.
- VT (Proba visual)
- PMI (Identificación de material positivo)
- UT (proba de ultrasóns)
- PT (proba de penetración)
- MT (proba de partículas magnéticas)
- RT (proba de raios X)
- Ensaio de dureza




Presión e proba funcional
Estándares de proba como API 598, API 6D, ISO 5208, EN12266-1, GOST 9544, etc.
- Proba funcional/Proba de valor de par
- Ensaio hidráulico/ensaio de aire
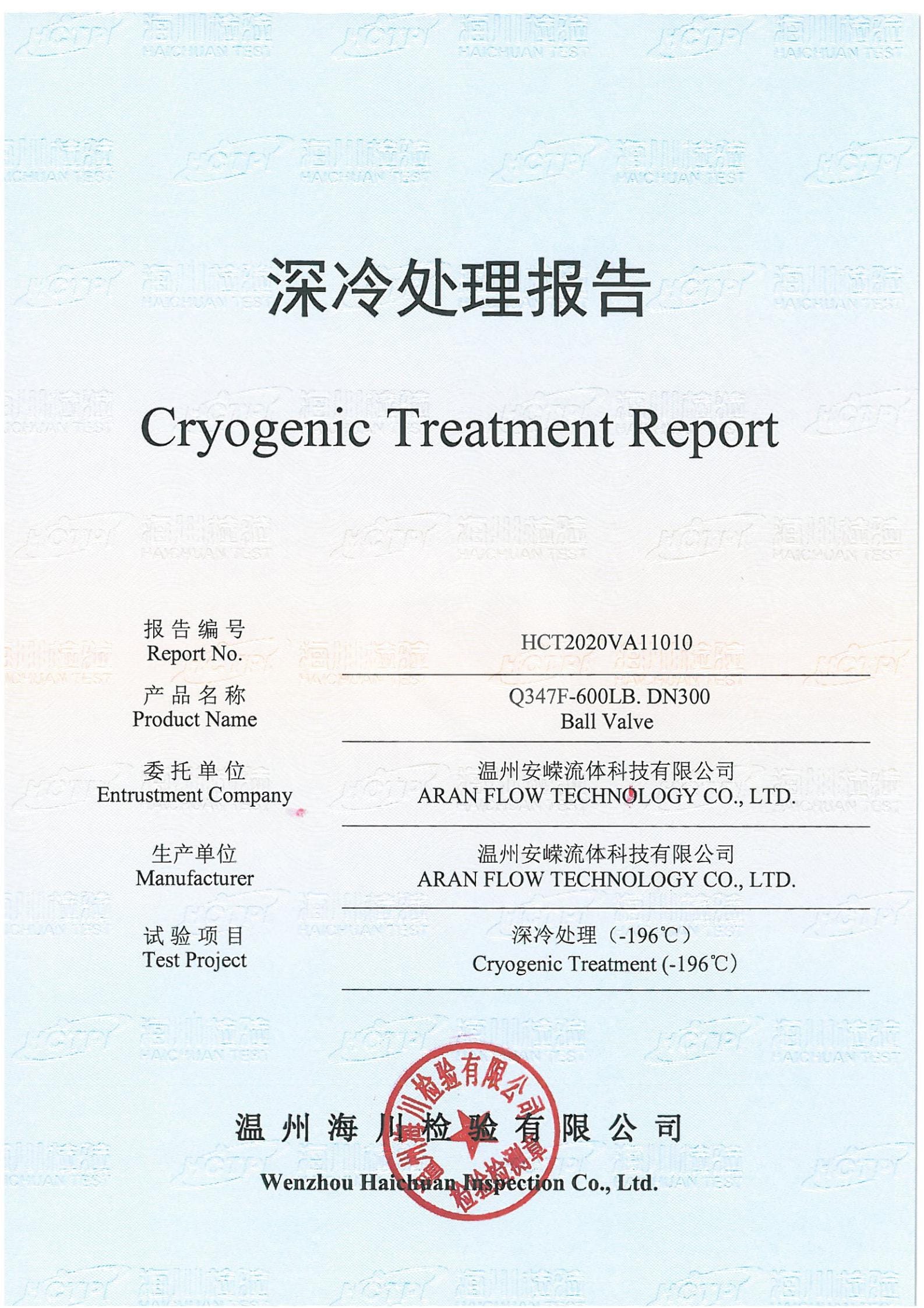
- Proba de gas helio crioxénico a baixa temperatura -196 °C
- Proba de alta temperatura 600°C
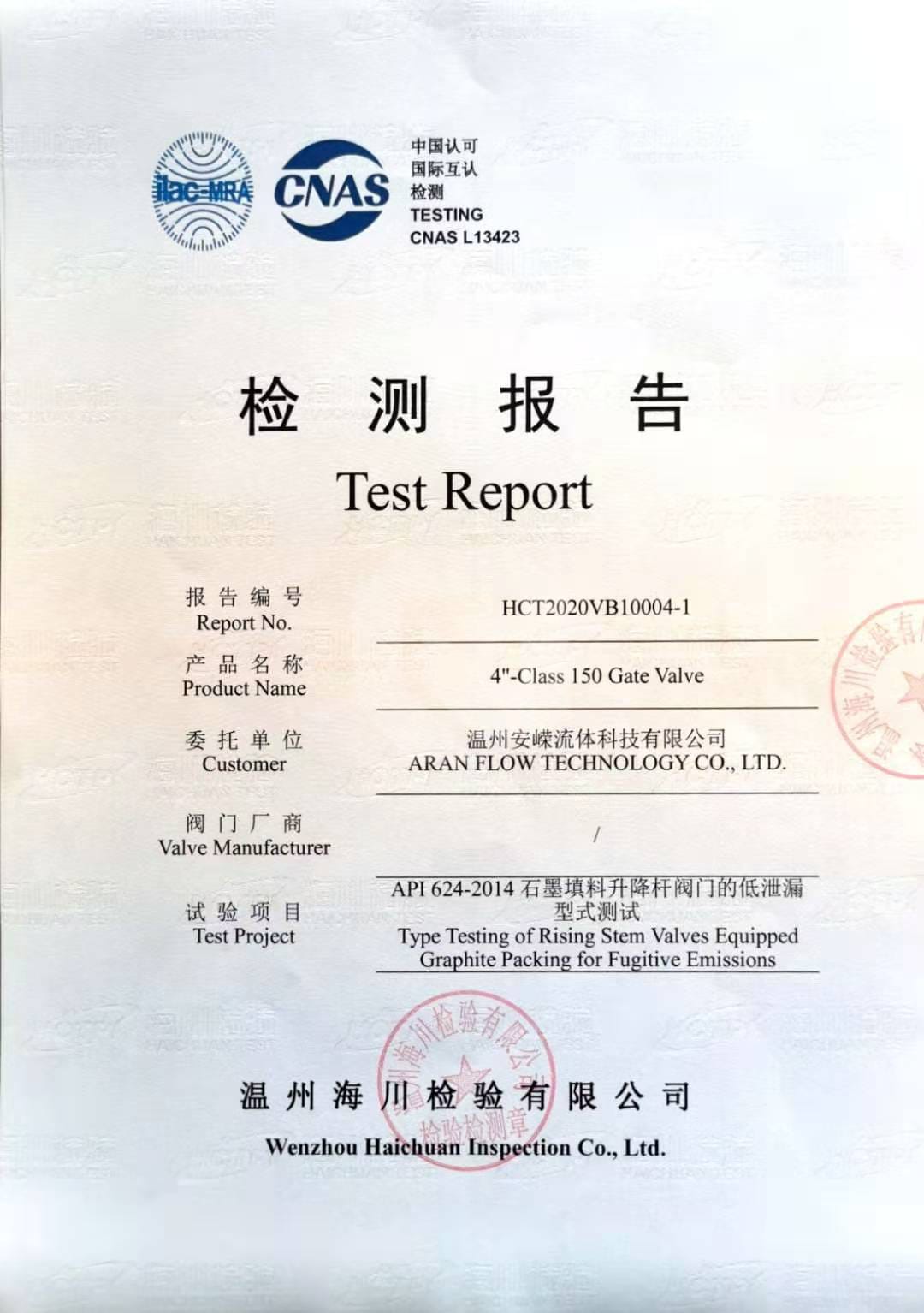
- Proba de emisións fuxitivas 15848-1 ou 15848-2
- Proba de seguridade contra incendios
- Proba FAT (proba de aceptación de fábrica)
- Proba PAT (proba de aceptación do produto)
Proba de baixa temperatura: as instalacións de laboratorio de baixa e alta temperatura para realizar probas de baixa ou alta temperatura de acordo cos requisitos da orde.A proba expón a válvula a unha proba crioxénica a baixa temperatura -196 ℃ ou a alta temperatura -538 ℃